不要错过这部精心制作的钢花管设计厂家产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:钢花管设计厂家的图文介绍

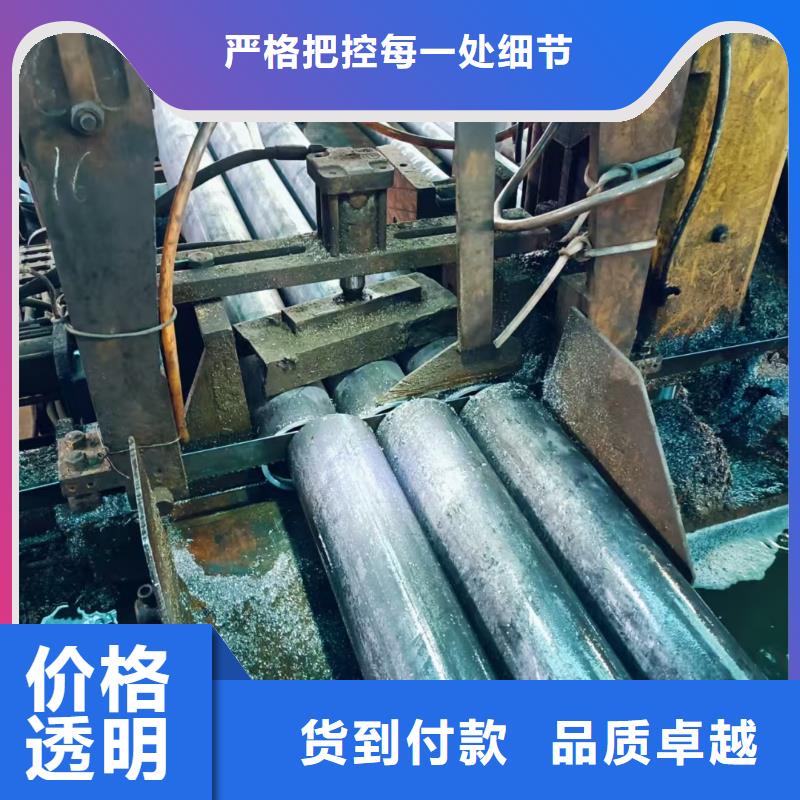
注浆管的焊接
铆焊:注浆管在组对时,应避免强制组装,尤其避免火焰烤校装配。组对或制作过程如有临时采用等离子切割时,应采取隔离措施以避免割渣对其它注浆管的污染。切割后,工件上的割渣应清理干净。
焊接:注浆管焊接前必须认真油污、当地锈迹、附近灰尘等杂物。焊接时尽量采用氩弧焊接,采用手工电弧焊时应采用小电流、同城快速焊,避免摆动。严禁在非焊接区域引弧,地线位置适当、连接牢固,以避免电弧擦伤。焊接时应采取防飞溅措施(如刷白灰等方法)。焊后应用不锈钢(不得采用碳钢)扁铲彻底清理熔渣和飞溅。


注浆管检测过程中难处理的问题就是堵管,所谓的堵管就是管子不通了,碰到这种问题就得需要疏通管道,通管一般有以三种方法:用粗长钢筋捅通注浆管,用高压水冲洗清管,采用钻机配小钻头进行扫孔。当堵塞严重无法通管时,必须遵循以处理原则:当为某桥的根桩时,必须进行钻芯检测,当为某桥的非根桩时,施工单位申报变更检测方法.使用低应变反射波法或高应变动测法并经监理业主代表和质监负责人签名后,于以实施;若某桥多次出现堵管问题,须适时进行钻芯检测。



多年行业经验专注 27simn精密管行业,只为您提供放心的产品。货源稳定、库存充足、满足客户量大的需求。工艺严选、厂家成熟、材质直供。


严禁在非焊接区域引弧,地线位置适当、附近连接牢固,以避免电弧擦伤。焊接时应采取防飞溅措施(如刷白灰等方法)。焊后应用不锈钢(不得采用碳钢)扁铲彻底清理熔渣和飞溅。
多层焊:多层焊时,层间熔渣必须干净。多层焊时,应控制层间温度,一般不得超过60℃。
焊缝:焊缝接头应修磨,焊缝表面不得有熔渣、当地气孔、当地咬边、附近飞溅、裂纹、本地未熔合、附近未焊透等缺陷,焊缝与母材应圆滑过渡,不得低于母材。
矫形:注浆管的矫形,应避免采用火焰加热方法,尤其不允许反复加热同一区域。矫形时,尽量采用机械装置,或用木锤(橡皮锤)或垫橡皮垫锤击,禁止用铁锤锤击,以避免损伤注浆管。


